Create Your First Project
Start adding your projects to your portfolio. Click on "Manage Projects" to get started


Qualitätskontrolle E-Auto Stromschienen
Projektart:
Automotive
Datum
2018
1 - Anforderung
Der Kunde baut eine Anlage, die 43 Bauteile auf optischen, mechanischen und elektrischen Zustand bewertet. Die optische Kontrolle unterteilt sich in 4 Station (3 physisch verschiedene).
Die Bildung des Gesamtergebnisses findet in der SPS statt. Fehlergrößen wurden vom Endkunden nicht vorgegeben (Nur Prüfen und Kontrollieren, kein Messen).
Jedes Bauteil hat verschiedene Prüfkriterien.
Insgesamt lassen sich diese in 8 Grundprüfungen unterteilen: • Vorhanden und Position X,Y (relativ im Bild)
• Ausgespritzt
• Überspitzt auf Kontaktflächen
• Loch vorhanden (grob)
• Gewinde vorhanden (grob)
• Klipskontrolle der Rastnasen (grob)
• Klebeband Kontrolle
• Körnerpunkt vorhanden
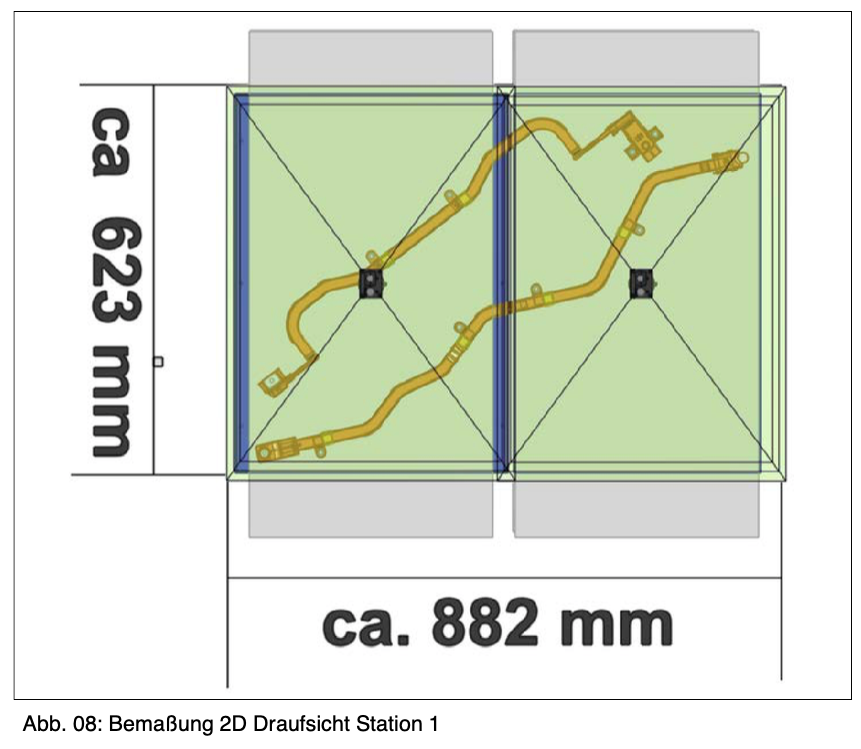
1.1 - Station 01 - Positionserfassung
Die Erfassung der Bauteilpositionen erfolgt optisch über das Kamerasystem. Die Prüflinge liegen in Station 1 auf 2 Bändern.
Aufgrund der Bauteilformen kann das rechte (kurze) Band 250 mm nach unten verfahren werden. Je Band wird eine Kamera verwendet. Die Kamera an dem rechten (kurzen) Band wird mit verfahren.
Die Bilder der beiden Kameras werden zu einem Bild vereint und dieses mit dem Roboter Koordinaten System kalibriert. Die Genauigkeit der Positionsfindung soll +/- 1 mm betragen.
Beispielhafter Prüfungsablauf an Station 01:
1. Optisches System bekommt alle 10 cm einen Trigger
2. Sobald ein Bauteil oder eine unbekannte Masse komplett im Bild (Einlaufrand wird nicht mehr
berührt) ist, gibt das optische Prüfsystem die Meldung aus, dass etwas am Band erkannt
wurde.
3. Nach einer unbekannten Zeit X (Nachlaufen des Bandes) wird der Trigger noch mal ausgeführt
um die Position noch mal für die Robotik zu verifizieren.
4. Bauteil wird je nach erkannter Position gegriffen
Die Art dieses Ablaufs kommt zustande, weil das Band eine gewisse Nachlaufzeit beim Bremsen hat, somit würde ein normales „Start/Stopp/Trigger“ Verhalten zu viel Taktzeit kosten.
1.2 - Station 02 - Optische Bauteilkontrolle
Vorderseite
Die optische Kontrolle der Bauteile findet variabel statt.
Ein Bauteil kann 5 Prüfungen an der Vorderseite haben oder auch 12 Prüfungen. Im Prinzip wird pro Bauteil ein fester Prüfungsablauf definiert.
Beispielhafter Prüfungsablauf an Station 02:
1. Roboter fährt Bauteil Position 1 an.
2. Roboter Trigger 1 und Position 1 an BV System.
3. Optische Kontrolle der hinterlegten Prüfung für Position 1-Beispiel „Vorhanden/Position X,Y“.
4. SPS übernimmt das Ergebnis der Trigger 1, Position 1.
5. Roboter Trigger 1 und Position 2 an BV System.
6. Optische Kontrolle der hinterlegten Prüfung für
Position 2-Beispiel „Klebeband Kontrolle“.
7. .....
8. SPS speichert sich das Ergebnis für das Bauteil.
9. Roboter legt Bauteil in mechanische/elektrische Prüfung ein.
Benötigte Prüfungen an Station 02:
- Vorhanden und Position X,Y (relativ im Bild) - Ausgespritzt
- Überspitzt auf Kontaktflächen
- Loch vorhanden (grob)
- Gewinde vorhanden (grob)
- Klipskontrolle der Rastnasen (grob)
- Klebeband Kontrolle
1.3 - Station 03 - Optische Bauteilkontrolle Rückseite
Ablauf findet wie an Station 02 statt, nur für die Rückseite.
Benötigte Prüfungen an Station 03: - Ausgespritzt
- Überspitzt auf Kontaktflächen
- Loch vorhanden (grob)
- Gewinde vorhanden (grob)
- Klipskontrolle der Rastnasen (grob) - Klebeband Kontrolle
1.4 - Station 04 (03) - Optische Bauteil Kontrolle
Markierung
Roboter macht je nach Gesamtergebnis einen Körnerpunkt auf das Bauteil (IO Bauteil). Dieser Körnerpunkt wird in Station 04 überprüft. Dies findet physikalisch an Station 03 statt. Des Weiteren wird der Körnerpunkt auch im Negativ geprüft.
- Bei NIO Bauteil darf kein Körnerpunkt an der Körnerstelle sein.
Benötigte Prüfungen an Station 04:
- Körnerpunkt vorhanden